")
")

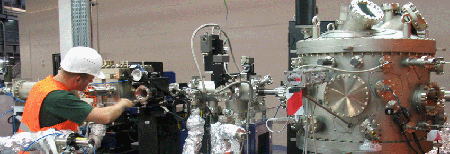
Technische Beschreibung:
Für den DLS Auftrag wurden insgesamt 10 Aluminiumkammern mit Bimetall–CF– Flanschen hergestellt:
- 8 Stück mit einer Länge von 947mm und
- 2 Stück mit einer Länge von 4900mm.
- Diese Kammern wurden mit passgenauen Ausheizjacken der Fa. Horst ausgeliefert.
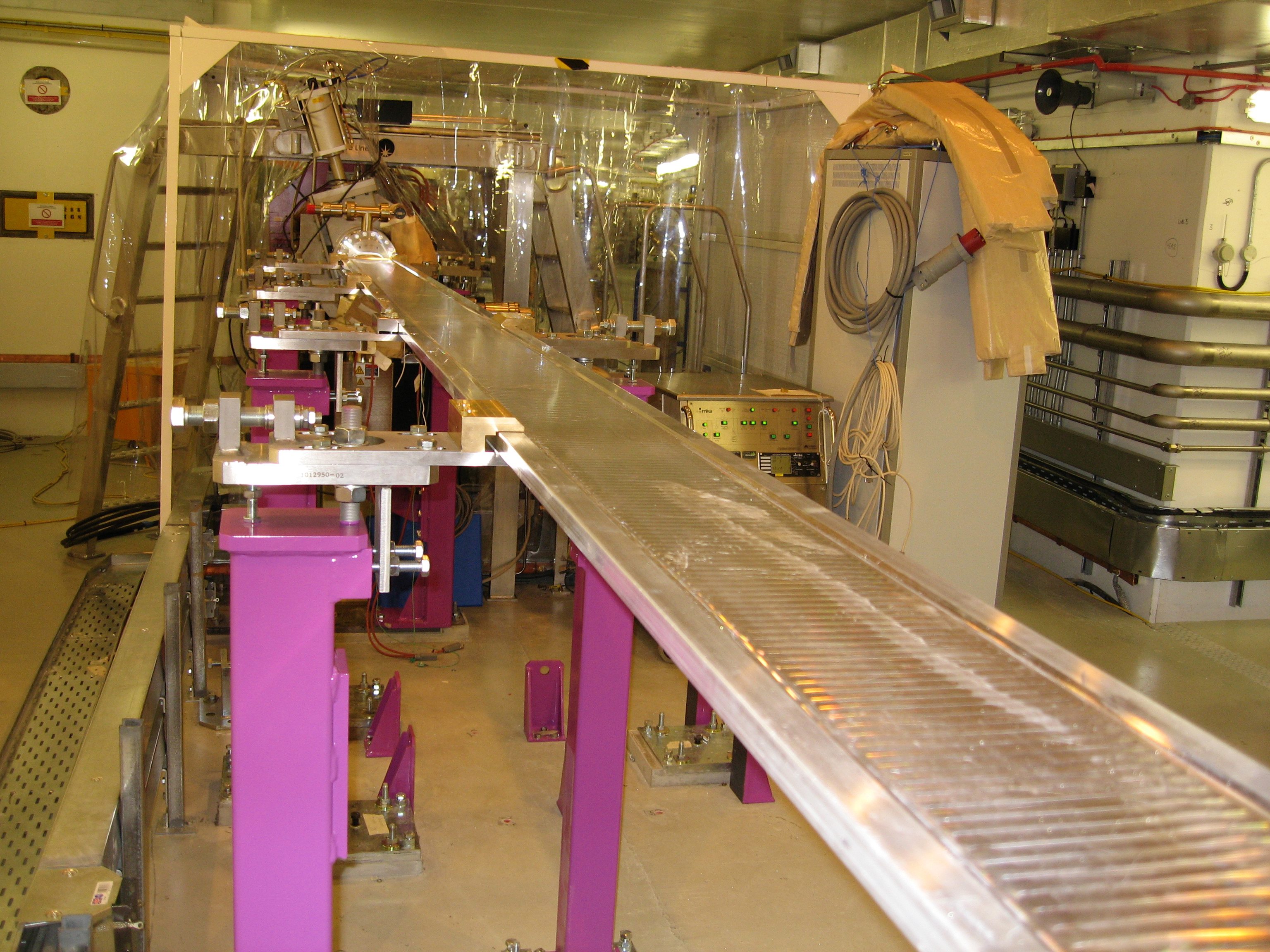
- Im Speicherring lagern diese Kammern auf so genannten „Stands“. Diese Stands haben oben einen justierbaren Spannmechanismus, wo an beiden Außenseiten die Al– Kammer festgeklemmt und damit gehalten werden.
Zu jeder Kammer gehören:
- 1 Profil,
- 2 CF– Bimetall– Flansche,
- 4 Stiffener,
- 4 Verschlussstopfen,
- 4 Swagelok– Einschraub– Verschraubungen,
- 1 passgenauer Strong Back und
- eine NEG– Coating– Innenbeschichtung.
Das eigentliche Kammerprofil ist ein stranggepresstes Aluminiumprofil (by extrusion) und hat die Außenabmessungen von 208mm x 20mm.
In der Mitte befindet sich ein elliptischer Kanal in den Abmessungen 74mm x 11mm.
Links und rechts von dieser Ellipse befindet sich je ein Durchgangsloch mit einem Durchmesser von 6mm. Diese werden im eigentlichen Einsatz im Speicherring zur Wasserkühlung des Kammerprofils verwendet.
An den Profilenden sind diese Kanäle mittels Stopfen verschlossen.
Das notwendige Kühlwasser wird über je 2 zusätzliche Bohrungen (eingebracht von der schmalen Außenseite des Profils) in diese Längskanäle geleitet.
Die Anschlussverschraubungen sind Einschraubverschraubungen von SWAGELOK.
Als geeignete Dichtung kommt eine flexible Al– Dichtung zum Einsatz.
Als Anschlussflansche wurden Bimetall– Blindflansche der amerikanischen Fa. ATLAS verwendet.
Diese Flansche bestehen am Flansch– Face aus hochwertigem rostfreien Edelstahl (316L) und an der Rückseite aus einer gut schweißbaren Al– Legierung (aus 6061–T6).
Beide Flanschhälften sind mittels „Explosion Bonding Process“ miteinander verbunden. Beim Bonden werden noch Titan und Kupfer als „Verbindungswerkstoff“ zwischen Edelstahl und Kupfer verwendet. Diese Verbindungswerkstoffe werden als dünne Bleche verwendet.
Flansche und Kammerprofil sind mittels HF und WIG (TIG) verschweißt. Zur zusätzlichen Stabilisierung der Schweißnähte werden so genannte „Stiffener“ zwischen dem Außendurchmesser des Flansches und dem Kammerprofil eingeheftet. Darüber hinaus wird empfohlen, jeden Transport nach der mechanischen Endfertigung mittels eines „maßgeschneiderten“ Strong Backs durchzuführen.
Dieser besteht aus:
je zwei Transitblöcke (Das sind zwei massive Al– Platten, die über Formschluss an den beiden Enden der Al– Kammer ober– und unterhalb miteinander verspannt und gleichzeitig an deren Stirnseiten gegen die Rückseite des Bimetallflansches befestigt werden. Damit wird gewährleistet, dass die Rechtwinkligkeit der Bimetallflansche zur Kammerachse in beiden Richtungen quer zur Strahlachse erhalten bleibt und die Al– Schweißnaht gegen Überbelastung ist.) und
einem Verbindungsprofil. Je nach Länge der Al– Kammer werden noch zusätzlich aufklappbare Halterungen and dieses Profil geschweißt, die eine Durchbiegung der gesamten Kammer verhindern.
Transitblöcke und Verbindungsprofil sind eine Einheit und miteinander verschraubt.
Innenbeschichtung der Al– Kammer – NEG (non– evaporable getters) – Coating (Schichtdicke ca. 1µm)
Getter sind Materialien, die in der Lage sind, Gasmoleküle durch chemische Kräfte zu adssorbieren.
Vor der NEG– Innenbeschichtung der Vakuumkammer muss diese gemäß einer speziellen Technologie des CERN gereinigt werden, um die natürliche Oxidschicht komplett aufzulösen. – Bei Raumtemperatur können NEG den Großteil der Gase, ausgenommen Edelgase und Methan und andere leichte Kohlenwasserstoffe, auspumpen. NEG–Dünnfilme bieten zahlreiche Vorteile im Vergleich zu gut bekannten NEG–Streifen und –Pumpen: – Sie fangen die vom Trägermaterial ausgehenden Gase. – Nach der Aktivierung ist der NEG–Film eine saubere Metallfläche, was eine hohe Pumpgeschwindigkeit sowie eine geringere Ausgasung (sowohl thermisch als auch Ionen–/Photonen–/Elektronen–induziert) ermöglicht.
Diese NEG– Schichten benötigen keinen Platz, keine elektrischen Durchführungen und Isolierungen.
Technische Daten:
| Kammerlänge: | 4900mm (2x) und 947mm (8x) – für DLS | |
| Schichtdicke: | Ca. 1 µm (Schwankungen ±20%) Das innen liegende elliptische Profil (74mm x 11mm) wurde mittels 3 Elektroden gleichzeitig beschichtet. Entsprechend der unterschiedlichen Entfernungen zu den Elektroden ergeben sich Schichtdickenschwankungen. Die erreichte Schichtdicke wurde auf einem Testcoupon nachgewiesen. |
|
| Beschichtungsfirma: | SAES Getters in Lainate / Italien | |
|
Anzahl der möglichen Aktivierungen der Schicht: |
Ca. 20-mal |
Kunde & Zeitraum:
| Kunde: |
Diamond Light Source DLS | |
| Realisierungszeitraum: |
Februar 2006 bis Juni 2006 |